- 2026-02-20 19:58 1541
- 产品价格:12.00 元/千克 起
- 发货地址:山东滨州邹平县 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:166681363公司编号:21940731
- 李经理 微信 188605136..
- 进入店铺 在线咨询 QQ咨询 在线询价
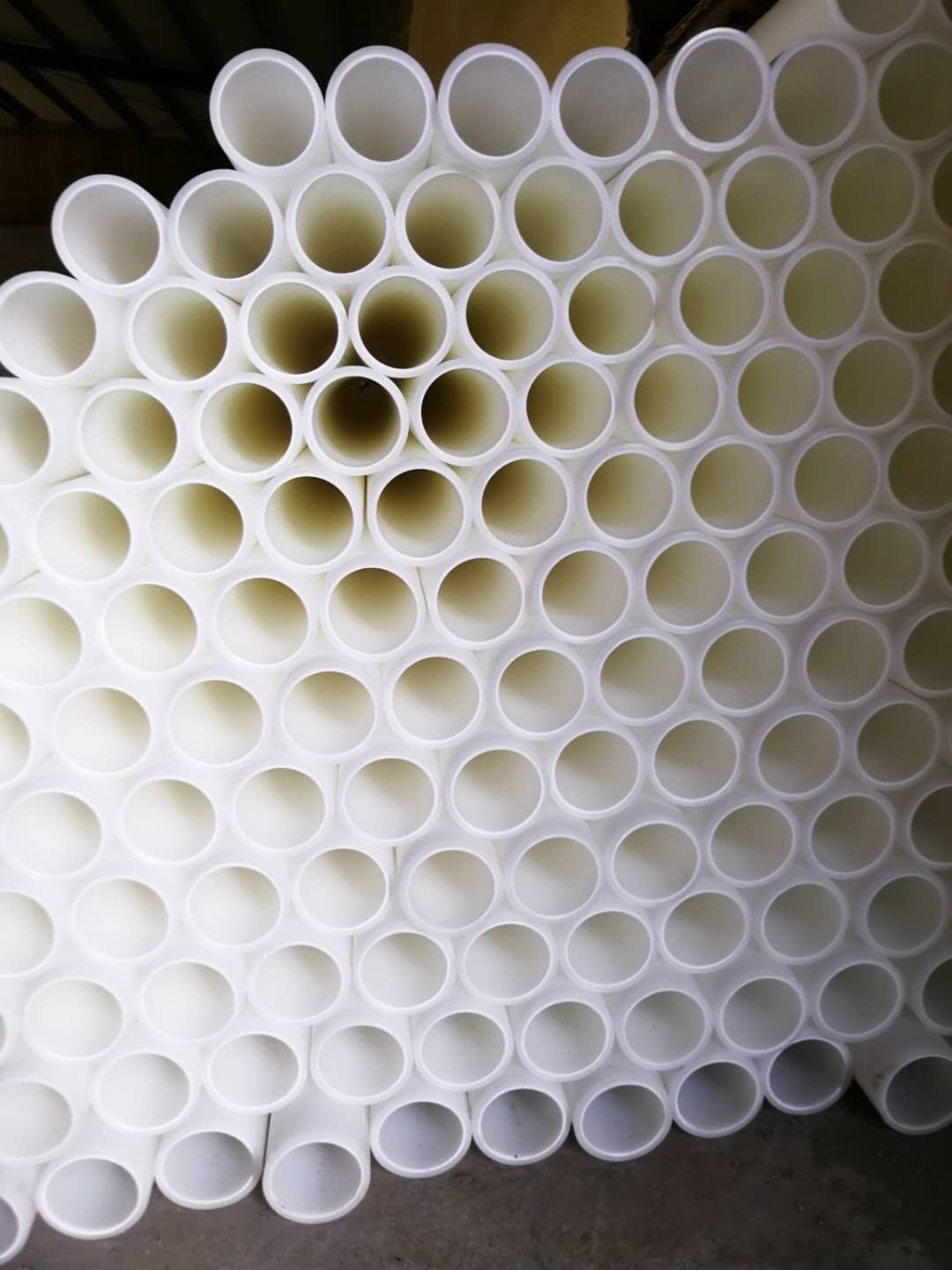
长春pp管价格 pp管的价格 应用于建筑物室内冷热水供应系统
- 相关产品:
PP管的特点是不锈蚀、耐磨损、不结垢、减小振动和噪声、防冻裂(**过-20℃的低温下pp管产生冻裂,高温的工作环境只要**过70℃产生分解,使用温度在-20℃到70℃)、防结露,热损失少、安装简单、使用寿命长。连接方式有焊接法、端缘焊接法、异材质接管三种,
PP管材的熔体质量流动速率(MFR)通常在1~100。低MFR的PP材料抗冲击特性较好但延展强度较低。对于相同MFR的材料,共聚型的抗冲强度比均聚型的要高。由于结晶,PP的收缩率相当高,一般为1.6~2.0%。
市面上销售的PP管材主要有以下几种颜色,白色、灰色、绿色和咖喱色,为什么会有这个区别,主要是添加的色母料不同造成的。一般建议购买白色的PPR管,因为较少数利欲熏心的厂家会使用回收料生产PP管材,通过添加色母料来掩盖原料不纯造成的瑕疵
普遍使用于施工中的PP管材连接方式有:
将管子或配管零件之接合端部份以砂纸磨掉表面层,如表面尚有油脂,应用氯乙烯或丙酮拭净;将两端插入电焊套,两端必需插达电焊套之中间点,插入时两端点不得有水.然后插入焊接控制器之二次线,开始焊接.过程中不得移动或碰触及中途切断电源或使二次线接合点松脱.焊接完成一小时后俟接合点完全冷却才可以加压於管内及由外扳动管子,以确保接合点不变形.
直管必须先使用切管器切割,务必使承口十分平整,承口端插入电焊套部分不得有1mm以上刮痕或变形.使用过之电焊套不得再次使用,如电焊套有破损或变形,应予弃置不得使用.如接失败,应更换新的电焊套重新焊接,若因电焊套进行中因电源切断而失败,待完全冷却后再插上二次线重新进行焊接.如焊接完成后需立即加应力于管上,可以浇冷水使其冷却.
端缘焊接法
在无法使用电焊套接合之特殊情况下,得采用端缘焊接法.焊接前必先使用切管器将承口切得十分平整.然后以端缘焊接器焊接,其焊接方法及加热时间必需完全按照各型焊接器之指示及加热时间表为之.焊接完成后,俟接合部分冷却,必须将接合缝之管子内部削平,否则日后杂物会再接缝处累积造成堵塞.
(PP)工程级聚丙烯管材
工程级聚丙烯管材是由工程级聚丙烯粒料经挤出成型。该管材无毒、无味,广泛应用于化工、环保、食品卫生、建筑给排水等领域(执行QB1929-93标准)。
玻纤增强聚丙烯管材是由聚丙烯粒料和玻纤粒料,按科学配方,经挤出成型。能在120℃以下输送各种腐蚀介质。其钢性、承压强度优于传统的塑料管材,是不锈钢管材理想的替代产品(执行HG20539-92)标准。
公司以质优取信于客户,以服务竞争于对手,我们将以jia的zhi量,优的服务,具竞争力的价格真诚为您服务。热忱欢迎新老客户来人来电洽谈,但愿与您真挚合作。
联系手机是18860513616, 主要经营铭泰环保设备有限公司主营产品有:喷淋塔,pp槽/PVC槽。pp罐,pp风管/PVC风管,pp管,pp板/PVC板,风机 。。
单位注册资金未知。
{kind=link}